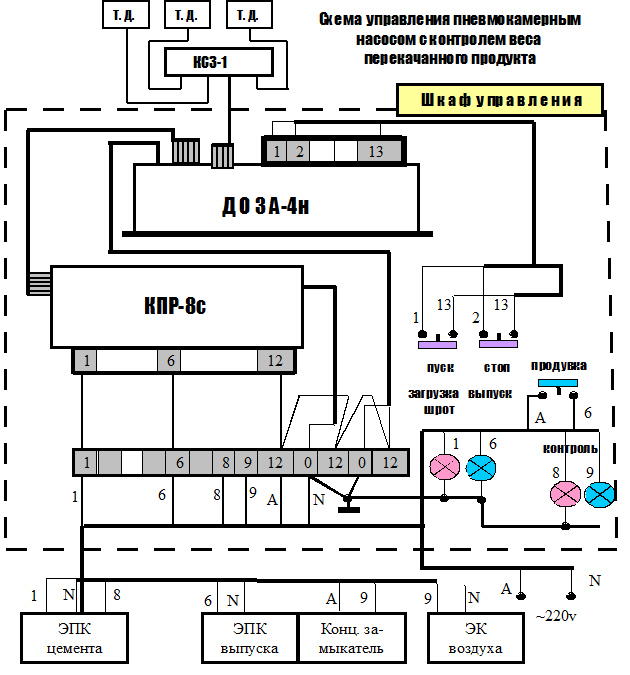
УПРАВЛЕНИЕ ПНЕВМОКАМЕРНЫМ НАСОСОМ с контролем весового количества перекачанного продукта
Управление и контроль обеспечивает ДОЗА-4н (но)
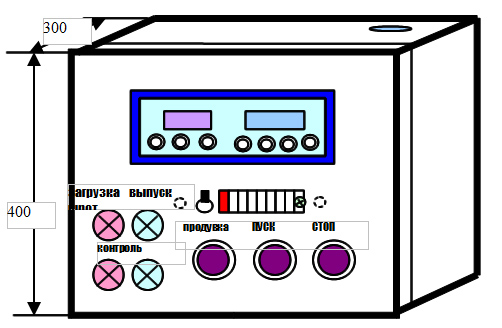
БОТА СИСТЕМЫ КОНТРОЛЯ РАСХОДА МАТЕРИАЛАУ оператора три кнопки:1. «ПРОДУВКА», 2. «ПУСК», 3. «СТОП».Перед каждой серией выгрузки материала оператор нажимает кнопку «ПРОДУВКА» и удерживает её несколько секунд. Возможные остатки материала выдуваются в приёмную трубу. По завершении продувки кратковременно нажимает кнопку «ПУСК».
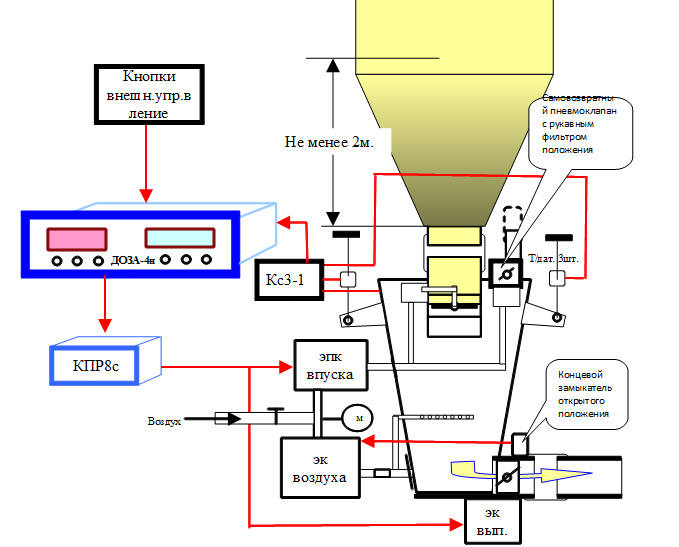
По этому сигналу:прибор обнуляет тару, после чего открывает входную заслонку материала. Параллельно открывается клапан, который соединяет рабочую полость насоса с атмосферой (через рукавный фильтр). Пошёл процесс загрузки насоса, избыточное давление стравливается в атмосферу, что обеспечивает нормальное поступление транспортируемого материала. По достижению заданного веса в бункере (например, оператор заранее задал это значение 500 кг) прибор закрывает входную заслонку и атмосферный клапан. Далее через заданное таймерное время «Т» (можно заранее задать от 1 до 9 секунд), в течении которого прибор определяет вес затаренного материала в спокойном (без динамических явлений) состоянии, прибор даёт сигнал на открытие нижней выпускной заслонки. Заслонка открывается и своим концевым замыкателем открытого положения, через ЭПК, включает впуск воздуха. Воздух выталкивает материал через открытую заслонку до остатка в бункере не более 1-9% процентов (нужный % задаётся заранее) от заданных 500 кг. По достижению заданного процента остатка прибор включает ещё один внутренний таймер «U» и держит выпускную заслонку, а соответственно и заслонку воздуха открытыми ещё 1-9 секунд (тоже заранее забивается в прибор кнопками).По окончанию работы этого таймера «U» сигнал на открытие выпускного электроклапана заслонки а как следствие сигнал электроклапана управления воздухом (концевик размыкается) снимаются и они автоматом закрываются (поскольку 2-х ходовые).
Далее автоматически запускается внутренний таймер «П» повтора цикла. Например, он настроен на три секунды. Тогда по истечению этих 3-х секунд происходит автоматический перезапуск цикла, т.е. вновь происходит обнуление тары, открытие заслонки материала и атмосферного клапана, набор веса до заданного значения (всё тех же 500 кг), таймерная пауза, открытие выпускной заслонки и клапана подачи воздуха, процесс перекачки до остатка один-девять процентов.
Заданный остаток (один-девять процентов) является сигналом на удержание выпускной заслонки, а соответственно и клапана подачи воздуха открытыми ещё на несколько таймерных секунд (1-9 секунд), после чего сигнал управления снимается, и выпускная заслонка а за ней и клапан подачи воздуха закрываются. Выброс продукта прекращается. После паузы (таймер на перезапуск цикла) автоматически начинается третий цикл. И т.д.
Всего предварительно можно задать до 99 циклов по одному нажатию на кнопку «ПУСК» и перекачать, таким образом, 500 х 99 = 50`000 кг. Что больше одного вагона. Если требуется перекачка ещё 50`000 кг. материала, необходимо всего лишь снять прибор со «СТОПа» и снова нажать на кнопку «ПУСК».
Если в растариваемой ёмкости меньше, чем 50`000 кг, то можно задать меньшее количество циклов (например 27, что будет соответствовать приблизительно 27х500= 13`500 кг.) или отследить конец выборки и нажать кнопку «СТОП». Кнопкой «СБРОС» можно сбросить все выполненные циклы и перейти в исходное состояние «Задания». Процесс можно остановить в любой момент, нажав на кнопку «СТОП», а повторное нажатие этой кнопки ведёт к продолжению процесса согласно задания, которое заранее задал оператор.
По нажатию кнопки «РЕЖИМ» на приборе, всегда можно войти в «ОТЧЁТ». В режиме «ОТЧЁТ» по перебору кнопкой «РЕЖИМ» отражается накопительное количество циклов перекачки и суммарный вес перекаченного материала. Оператор по известному только ему паролю, перед началом очередной серии циклов, всегда может обнулить показания «ОТЧЁТа», и тогда серия будет начинаться с нулевых состояний количества циклов и количества материала.
Точность показаний суммарного веса перекаченного материала прибор гарантирует до 0,05%, все остальные возможные погрешности зависят от:- качества тензодатчиков и их правильной подвески,- качества развязки бункера по входной горловине, выходной горловине и подводу воздуха,- однозначной установки всей системы на твёрдую горизонтальную поверхность,- качества и веса калибровочных грузов.Контроллер ДОЗА-4н (но), коробку промежуточных реле КПР8с , соединительную коробку для тензодатчиков КС-3 и тензодатчики поставляет ООО АЛЬФА-Т. Покупные дополнительные материалы:
- Шкаф для встройки (оболочка), размер: высота — 400 мм, ширина — 350 мм, глубина — 300 мм,
- ДИН рейка длиной 300 мм,
- Клеммники терминальные на ДИН рейку — 10 шт.
- Кнопки герметичные на замыкание — 3 шт.
- Индикаторы светодиодные: красный, зелёный, — всего 4 шт.
- Гермовводы на диаметр 8 мм — 3 шт.
- ЭПК с катушкой на 220 вольт- 2шт.
- ЭК воздуха с катушкой на 220 вольт- 1шт.

Пневмокамерный насос подвешивается на 3-х S-образных тензодатчиках к базовой конструкции (возможен вариант установки насоса на 3 датчика сжатия). Входная горловина, выходной патрубок и воздушные трубопроводы механически развязываются с насосом через мягкие рукава. Таким образом, получается весовое устройство, переменную массу которого накопительным образом учитывает контроллер ДОЗА-4н (но). Этот же контроллер через коробку промежуточных реле управляет и процессом перекачки.РА